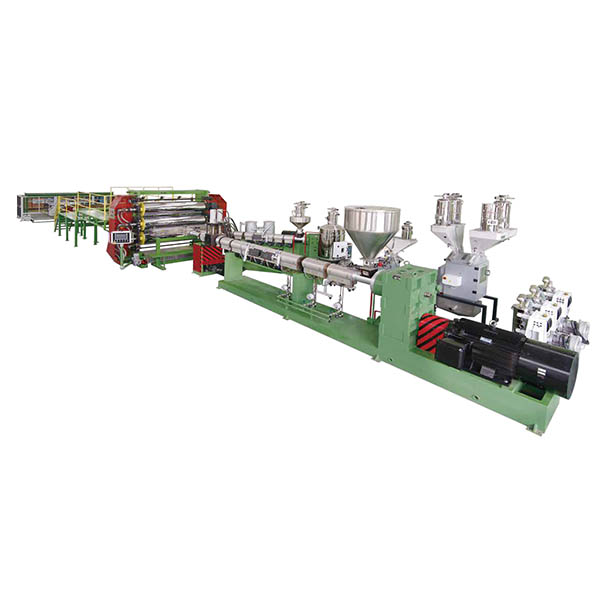
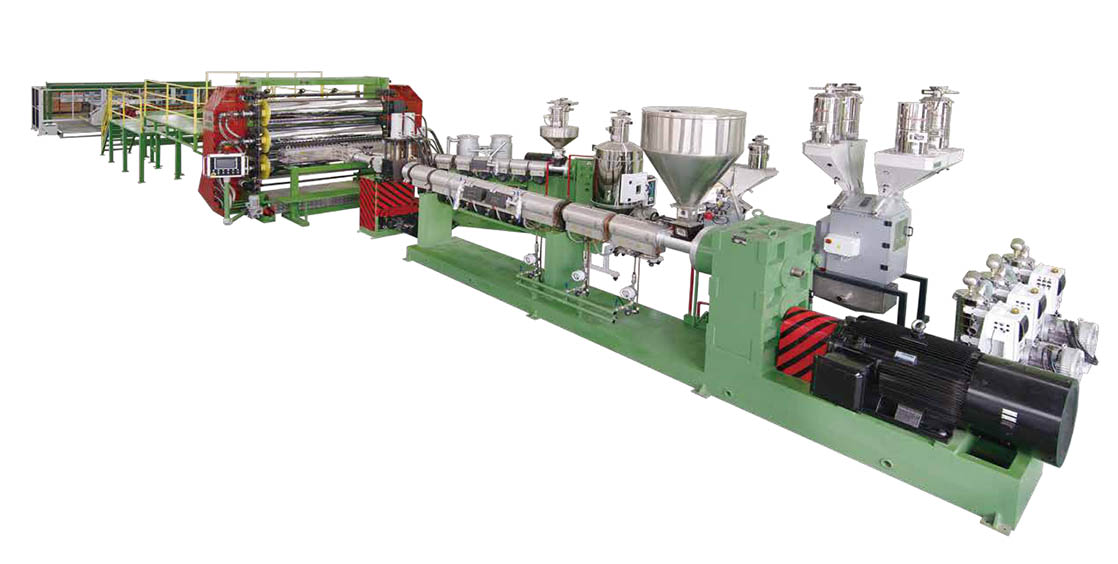
HDPE termoformende plateekstruderingslinje
Jwell leverer avansert ekstruderingssystem, det er egnet for å produsere HMW-HDPE-materiale som har lav MFI og høy styrke i plate, platene brukes hovedsakelig til å produsere autovognbrett, pick-ups boksforing, deksel til lastebil, anti-regn dekke etc. Platetykkelsen kan redusere mer enn 30 % når den har samme slagstyrke, det reduserer produksjonskostnadene for produsenter. Platetykkelse 2-12mm, bredde 2000-3000mm.
Hovedteknisk spesifikasjon
|
Modell |
Produktbredde (mm) |
Produktets tykkelse (mm) |
Kapasitet (kg/t) |
|
JW130+JW70 |
2200 |
1,5-12 |
600-700 |
|
JW150+JW90 |
2600 |
1,5-12 |
800-900 |
Merk: Spesifikasjonene kan endres uten forvarsel.
Visning av produktbilde




Transmisjonssystem
Funksjonen til drivsystemet er å drive skruen og levere dreiemomentet og hastigheten som kreves av skruen i ekstruderingsprosessen. Den består vanligvis av en motor, en reduksjon og et lager.
Oppvarming og kjøling enhet
Oppvarming og avkjøling er nødvendige forutsetninger for at plastekstruderingsprosessen skal finne sted.
1. Ekstruderen bruker vanligvis elektrisk oppvarming, som er delt inn i motstandsoppvarming og induksjonsoppvarming. Varmeduken er installert i kropp, nakke og hode. Varmeanordningen varmer plasten i sylinderen utvendig for å øke temperaturen for å nå den temperaturen som kreves for prosessoperasjonen.
2. Ekstruderens kjøleanordning er innstilt for å sikre at plasten er i det temperaturområdet som kreves av prosessen. Spesifikt er det å utelukke overskuddsvarmen som genereres av skjærfriksjonen forårsaket av skrurotasjon, for å unngå at temperaturen blir for høy til å gjøre plasten vanskelig å dekomponere, svie eller form. Tønnekjølingen er delt inn i to typer: vannkjøling og luftkjøling. Generelt er små og mellomstore ekstrudere mer egnet for luftkjøling, og store er for det meste vannkjølte eller kombinert med to former for kjøling.





